
Oferowana rura przystosowana jest do podajników firmy EKOCENTR. Jednak na jej standardowe wymiary może pasować także do podajników innych firm. Aby dobrze dobrać rurę należy dokładnie porównać wymiary. Wymiary podane są w opisie poniżej. Rura wykonana jest ze stali, zabezpieczonej warstwą farby. Aby rura podajnika pracowała jak najdłużej nie należy stosować mokrego opału, a po każdym sezonie rozkręcić podajnik i dokładnie wyczyścić i zabezpieczyć rurę. Gwarantuje to długoletnią pracę. Rura montowana jest na flansze montażową umieszczoną od strony motoreduktora. Od strony pieca rura wsuwana jest w piec i ustawiana przez dwie śruby. Rura nadaje się do podajników o mocy 25 kW. WYMIARY RURY: długość całkowita - 51,5 mm średnica wewnętrzna - 90 mm rozstaw śrub montażowych - 90 x 90 mm ramka przyłączeniowa zbiornika - 220 x 240 mm

Rura podajnika ślimakowego EkocentrWymiary:Długość całkowita - 41,5 cmŚrednica - 9,0 cm

Klin zrywalny do podajników ślimakowych Pancerpol i Ekocentr.Służy do blokowania osi ślimaka w części wchodzącej w motoreduktor. Znajduje też zastosowanie w podajnikach innych producentów które wykorzystują mocowanie tego typu. Wymiary klina:- długość całkowita: 61,7 mm- długość cieńszej części: 32 mm- grubość: 7,9 mm x 6,7 mm- grubość: 7,9 mm x 3,3 mm

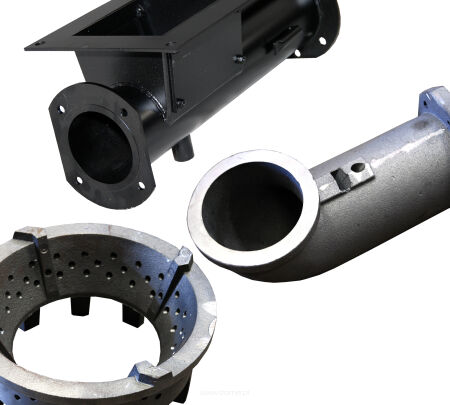
OPIS PRODUKTU Kolano podajnika jest jednym z elementów systemu nawęglania kotła. Łączy ono zbiornik na opał z palnikiem. Dzieki umieszczonemu w środku kolana ślimakowi opał podawany jest do komory spalania. Kolano ma charakterystyczną budowę i wchodzi w zestaw, który został opantentowany przez firme Pancerpol. Kolano to ma zastosowanie w podajnikach 15kW. Wykonane jest z żeliwa. Mocowane jest do korpusu podajnika - komory powietrznej za pomocą 4 śrub. Jest to produkt oryginalny w jaki firma Pancerpol wyposaża swoje układy nawęglania. Dzięki zastosowaniu elementów najwyższej jakości kolano jest bardzo wytrzymałe, estetycznie wykonane i gwarantuje długoletnią i bezawaryjna pracę. Z CZEGO WYKONANE SĄ KOLANA PODAJNIKA? Żeliwo – stop odlewniczy żelaza z węglem, krzemem, manganem, fosforem, siarką i innymi składnikami, zawierający od 2,11 do 4,3% węgla w postaci cementytu lub grafitu. Występowanie konkretnej fazy węgla zależy od szybkości chłodzenia i składu chemicznego stopu. Chłodzenie powolne sprzyja wydzielaniu się grafitu. Także i dodatki stopowe odgrywają tu pewną rolę. Według obowiązującej normy żeliwo definiuje się jako tworzywo, którego głównym składnikiem jest żelazo i w którym zawartość węgla przekracza 2% (obecność dużych zawartości składników węglikotwórczych może zmienić podaną zawartość węgla) Żeliwo charakteryzuje się niewielkim skurczem odlewniczym, łatwością wypełnienia form, niską temperaturą topnienia oraz niskim kosztem produkcji, a po zastygnięciu cechują się dużą obrabialnością co sprawia że żeliwo zalicza się do najpowszechniej stosowanych materiałów odlewniczych w budowie maszyn. ZASADA FUNKCJONOWANIA PODAJNIKA Automatyczny Zespół Podawania Paliwa, w którego skład wchodzą zbiornik na opał, wentylator oraz regulator mikroprocesorowy, tworzy system magazynowania, automatycznego podawania opału do palnika oraz prowadzi do jak najbardziej ekonomicznego procesu spalania w systemie ciągłym. Transport opału ze zbiornika do palnika retortowego odbywa się za pomocą podajnika ślimakowego. Opał zostaje wypchnięty na ruszt paleniska poprzez umieszczony na środku rusztu tygiel. Paliwo przesuwane przez ślimak umieszczony w rurze podajnika rozsypuje się równomiernie w tyglu, następnie na ruszcie dopalającym, tworząc kopiec opału podzielony na strefy spalania. Powietrze potrzebne do procesu spalania dostarczane jest poprzez wentylator podmuchowy. Ilość obrotów ślimaka może być zmieniana poprzez sterownik mikroprocesorowy w zależności od zmian wydajności cieplnej kotła. Do ilości obrotów ślimaka jest potrzebna odpowiednia ilość powietrza. Opał, który wolnym ruchem wydostaje się z tygla przechodzi przez wszystkie fazy spalania, tj. suszenie i podgrzewanie opału, wydzielanie części lotnych, palenie się koksu, redukcja tlenu, wypalanie się węgla z żużlu. Wymiary kolana: - długość całkowita - 257mm - średnica zewnętrzna wylotu - 90mm - średnica wewnętrzna wylotu - 75mm - rozstaw otworów montażowych - 70mm

OPIS PRODUKTUKolano podajnika jest jednym z elementów systemu nawęglania kotła. Łączy ono zbiornik na opał z palnikiem. Dzieki umieszczonemu w środku kolana ślimakowi opał podawany jest do komory spalania. Kolano ma charakterystyczną budowę i wchodzi w zestaw, który został opantentowany przez firme Pancerpol. Kolano to ma zastosowanie w podajnikach 25kW. Wykonane jest z żeliwa. Mocowane jest do korpusu podajnika - komory powietrznej za pomocą 4 śrub. Jest to produkt oryginalny w jaki firma Pancerpol wyposaża swoje układy nawęglania. Dzięki zastosowaniu elementów najwyższej jakości kolano jest bardzo wytrzymałe, estetycznie wykonane i gwarantuje długoletnią i bezawaryjna pracę. Z CZEGO WYKONANE SĄ KOLANA PODAJNIKA?Żeliwo – stop odlewniczy żelaza z węglem, krzemem, manganem, fosforem, siarką i innymi składnikami, zawierający od 2,11 do 4,3% węgla w postaci cementytu lub grafitu. Występowanie konkretnej fazy węgla zależy od szybkości chłodzenia i składu chemicznego stopu. Chłodzenie powolne sprzyja wydzielaniu się grafitu. Także i dodatki stopowe odgrywają tu pewną rolę. Według obowiązującej normy żeliwo definiuje się jako tworzywo, którego głównym składnikiem jest żelazo i w którym zawartość węgla przekracza 2% (obecność dużych zawartości składników węglikotwórczych może zmienić podaną zawartość węgla)Żeliwo charakteryzuje się niewielkim skurczem odlewniczym, łatwością wypełnienia form, niską temperaturą topnienia oraz niskim kosztem produkcji, a po zastygnięciu cechują się dużą obrabialnością co sprawia że żeliwo zalicza się do najpowszechniej stosowanych materiałów odlewniczych w budowie maszyn.ZASADA FUNKCJONOWANIA PODAJNIKAAutomatyczny Zespół Podawania Paliwa, w którego skład wchodzą zbiornik na opał, wentylator oraz regulator mikroprocesorowy, tworzy system magazynowania, automatycznego podawania opału do palnika oraz prowadzi do jak najbardziej ekonomicznego procesu spalania w systemie ciągłym. Transport opału ze zbiornika do palnika retortowego odbywa się za pomocą podajnika ślimakowego. Opał zostaje wypchnięty na ruszt paleniska poprzez umieszczony na środku rusztu tygiel. Paliwo przesuwane przez ślimak umieszczony w rurze podajnika rozsypuje się równomiernie w tyglu, następnie na ruszcie dopalającym, tworząc kopiec opału podzielony na strefy spalania. Powietrze potrzebne do procesu spalania dostarczane jest poprzez wentylator podmuchowy. Ilość obrotów ślimaka może być zmieniana poprzez sterownik mikroprocesorowy w zależności od zmian wydajności cieplnej kotła. Do ilości obrotów ślimaka jest potrzebna odpowiednia ilość powietrza. Opał, który wolnym ruchem wydostaje się z tygla przechodzi przez wszystkie fazy spalania, tj. suszenie i podgrzewanie opału, wydzielanie części lotnych, palenie się koksu, redukcja tlenu, wypalanie się węgla z żużlu. DŁUGOŚĆ KOLANA 31 CM ROZSTAW ŚRUB PRZYŁĄCZENIOWYCH 9 CM

KOLANO ŻELIWNE DO PODAJNIKA Z OBROTOWYM RUSZTEM PANCERPOL I DOMER DO PODAJNIKA O MOCY 25 KW Cechy szczególne: produkt polski żeliwo producent Pancerpol do podajnika 25 kW bardzo wysoka jakość wykonania oficjalny przedstawiciel WYMIARY KOLANA ORAZ ZASADA DZIAŁANIA Średnica rury - 90mm Śruby montażowe - 90x90 mm Kolano podajnika jest jednym z elementów systemu nawęglania kotła. Łączy ono zbiornik na opał z palnikiem. Dzieęki umieszczonemu w środku kolana ślimakowi opał podawany jest do komory spalania. Kolano ma charakterystyczną budowę i wchodzi w zestaw, który został opatentowany przez firmę Pancerpol. Kolano to ma zastosowanie w podajnikach 50kW i jest przygotowane do podawania miału. Wykonane jest z żeliwa. Mocowane jest do korpusu podajnika - komory powietrznej za pomocą 4 śrub. Jest to produkt oryginalny w jaki firma Pancerpol wyposaża swoje układy nawęglania. Dzięki zastosowaniu elementów najwyższej jakości kolano jest bardzo wytrzymałe, estetycznie wykonane i gwarantuje długoletnią i bezawaryjna pracę. UWAGA !!! W kolanie żeliwnym, w otworze przez który przechodzi trzpień ślimaka podajnika nie ma tulejki podtrzymującej ślimak. Element ten dostępny jest na osobnej aukcji. Oferujemy również zestaw tego kolana razem z właściwą tulejką. Z CZEGO WYKONANE SĄ KOLANA PODAJNIKA? Żeliwo – stop odlewniczy żelaza z węglem, krzemem, manganem, fosforem, siarką i innymi składnikami, zawierający od 2,11 do 4,3% węgla w postaci cementytu lub grafitu. Występowanie konkretnej fazy węgla zależy od szybkości chłodzenia i składu chemicznego stopu. Chłodzenie powolne sprzyja wydzielaniu się grafitu. Także i dodatki stopowe odgrywają tu pewną rolę. Według obowiązującej normy żeliwo definiuje się jako tworzywo, którego głównym składnikiem jest żelazo i w którym zawartość węgla przekracza 2% (obecność dużych zawartości składników węglikotwórczych może zmienić podaną zawartość węgla) Żeliwo charakteryzuje się niewielkim skurczem odlewniczym, łatwością wypełnienia form, niską temperaturą topnienia oraz niskim kosztem produkcji, a po zastygnięciu cechują się dużą obrabialnością co sprawia że żeliwo zalicza się do najpowszechniej stosowanych materiałów odlewniczych w budowie maszyn. ZASADA FUNKCJONOWANIA PODAJNIKA Automatyczny Zespół Podawania Paliwa, w którego skład wchodzą zbiornik na opał, wentylator oraz regulator mikroprocesorowy, tworzy system magazynowania, automatycznego podawania opału do palnika oraz prowadzi do jak najbardziej ekonomicznego procesu spalania w systemie ciągłym. Transport opału ze zbiornika do palnika retortowego odbywa się za pomocą podajnika ślimakowego. Opał zostaje wypchnięty na ruszt paleniska poprzez umieszczony na środku rusztu tygiel. Paliwo przesuwane przez ślimak umieszczony w rurze podajnika rozsypuje się równomiernie w tyglu, następnie na ruszcie dopalającym, tworząc kopiec opału podzielony na strefy spalania. Powietrze potrzebne do procesu spalania dostarczane jest poprzez wentylator podmuchowy. Ilość obrotów ślimaka może być zmieniana poprzez sterownik mikroprocesorowy w zależności od zmian wydajności cieplnej kotła. Do ilości obrotów ślimaka jest potrzebna odpowiednia ilość powietrza. Opał, który wolnym ruchem wydostaje się z tygla przechodzi przez wszystkie fazy spalania, tj. suszenie i podgrzewanie opału, wydzielanie części lotnych, palenie się koksu, redukcja tlenu, wypalanie się węgla z żużlu.

KOLANO ŻELIWNE DO PODAJNIKA ZE STAŁYM RUSZTEM PANCERPOL DOMER 50 KW Cechy szczególne: produkt polski żeliwo producent Pancerpol do podajnika 50 kW bardzo wysoka jakość wykonania oficjalny przedstawiciel WYMIARY KOLANA ORAZ ZASADA DZIAŁANIA Średnica rury - 90mm Śruby montażowe - 90x90 mm Kolano podajnika jest jednym z elementów systemu nawęglania kotła. Łączy ono zbiornik na opał z palnikiem. Dzięki umieszczonemu w środku kolana ślimakowi opał podawany jest do komory spalania. Kolano ma charakterystyczną budowę i wchodzi w zestaw, który został opatentowany przez firmę Pancerpol. Kolano to ma zastosowanie w podajnikach 50kW i jest przygotowane do podawania miału. Wykonane jest z żeliwa. Mocowane jest do korpusu podajnika - komory powietrznej za pomocą 4 śrub. Jest to produkt oryginalny w jaki firma Pancerpol wyposaża swoje układy nawęglania. Dzięki zastosowaniu elementów najwyższej jakości kolano jest bardzo wytrzymałe, estetycznie wykonane i gwarantuje długoletnią i bezawaryjna pracę. Z CZEGO WYKONANE SĄ KOLANA PODAJNIKA? Żeliwo – stop odlewniczy żelaza z węglem, krzemem, manganem, fosforem, siarką i innymi składnikami, zawierający od 2,11 do 4,3% węgla w postaci cementytu lub grafitu. Występowanie konkretnej fazy węgla zależy od szybkości chłodzenia i składu chemicznego stopu. Chłodzenie powolne sprzyja wydzielaniu się grafitu. Także i dodatki stopowe odgrywają tu pewną rolę. Według obowiązującej normy żeliwo definiuje się jako tworzywo, którego głównym składnikiem jest żelazo i w którym zawartość węgla przekracza 2% (obecność dużych zawartości składników węglikotwórczych może zmienić podaną zawartość węgla) Żeliwo charakteryzuje się niewielkim skurczem odlewniczym, łatwością wypełnienia form, niską temperaturą topnienia oraz niskim kosztem produkcji, a po zastygnięciu cechują się dużą obrabialnością co sprawia że żeliwo zalicza się do najpowszechniej stosowanych materiałów odlewniczych w budowie maszyn. ZASADA FUNKCJONOWANIA PODAJNIKA Automatyczny Zespół Podawania Paliwa, w którego skład wchodzą zbiornik na opał, wentylator oraz regulator mikroprocesorowy, tworzy system magazynowania, automatycznego podawania opału do palnika oraz prowadzi do jak najbardziej ekonomicznego procesu spalania w systemie ciągłym. Transport opału ze zbiornika do palnika retortowego odbywa się za pomocą podajnika ślimakowego. Opał zostaje wypchnięty na ruszt paleniska poprzez umieszczony na środku rusztu tygiel. Paliwo przesuwane przez ślimak umieszczony w rurze podajnika rozsypuje się równomiernie w tyglu, następnie na ruszcie dopalającym, tworząc kopiec opału podzielony na strefy spalania. Powietrze potrzebne do procesu spalania dostarczane jest poprzez wentylator podmuchowy. Ilość obrotów ślimaka może być zmieniana poprzez sterownik mikroprocesorowy w zależności od zmian wydajności cieplnej kotła. Do ilości obrotów ślimaka jest potrzebna odpowiednia ilość powietrza. Opał, który wolnym ruchem wydostaje się z tygla przechodzi przez wszystkie fazy spalania, tj. suszenie i podgrzewanie opału, wydzielanie części lotnych, palenie się koksu, redukcja tlenu, wypalanie się węgla z żużlu.

KOLANO ŻELIWNE DO PODAJNIKA Z OBROTOWYM RUSZTEM PANCERPOL I DOMER MOC PODAJNIKA 50 KW I 75 KW Cechy szczególne: produkt polski żeliwo producent Pancerpol do podajnika 50 kW, 75 kW bardzo wysoka jakość wykonania oficjalny przedstawiciel WYMIARY KOLANA ORAZ ZASADA DZIAŁANIA Średnica rury - 90mm Śruby montażowe - 90x90 mm Kolano podajnika jest jednym z elementów systemu nawęglania kotła. Łączy ono zbiornik na opał z palnikiem. Dzieęki umieszczonemu w środku kolana ślimakowi opał podawany jest do komory spalania. Kolano ma charakterystyczną budowę i wchodzi w zestaw, który został opatentowany przez firmę Pancerpol. Kolano to ma zastosowanie w podajnikach 50 kW i jest przygotowane do podawania miału. Wykonane jest z żeliwa. Mocowane jest do korpusu podajnika - komory powietrznej za pomocą 4 śrub. Jest to produkt oryginalny w jaki firma Pancerpol wyposaża swoje układy nawęglania. Dzięki zastosowaniu elementów najwyższej jakości kolano jest bardzo wytrzymałe, estetycznie wykonane i gwarantuje długoletnią i bezawaryjna pracę. UWAGA !!! W kolanie żeliwnym, w otworze przez który przechodzi trzpień ślimaka podajnika nie ma tulejki podtrzymującej ślimak. Element ten dostępny jest na osobnej aukcji. Oferujemy również zestaw tego kolana razem z właściwą tulejką. Z CZEGO WYKONANE SĄ KOLANA PODAJNIKA? Żeliwo – stop odlewniczy żelaza z węglem, krzemem, manganem, fosforem, siarką i innymi składnikami, zawierający od 2,11 do 4,3% węgla w postaci cementytu lub grafitu. Występowanie konkretnej fazy węgla zależy od szybkości chłodzenia i składu chemicznego stopu. Chłodzenie powolne sprzyja wydzielaniu się grafitu. Także i dodatki stopowe odgrywają tu pewną rolę. Według obowiązującej normy żeliwo definiuje się jako tworzywo, którego głównym składnikiem jest żelazo i w którym zawartość węgla przekracza 2% (obecność dużych zawartości składników węglikotwórczych może zmienić podaną zawartość węgla) Żeliwo charakteryzuje się niewielkim skurczem odlewniczym, łatwością wypełnienia form, niską temperaturą topnienia oraz niskim kosztem produkcji, a po zastygnięciu cechują się dużą obrabialnością co sprawia że żeliwo zalicza się do najpowszechniej stosowanych materiałów odlewniczych w budowie maszyn. ZASADA FUNKCJONOWANIA PODAJNIKA Automatyczny Zespół Podawania Paliwa, w którego skład wchodzą zbiornik na opał, wentylator oraz regulator mikroprocesorowy, tworzy system magazynowania, automatycznego podawania opału do palnika oraz prowadzi do jak najbardziej ekonomicznego procesu spalania w systemie ciągłym. Transport opału ze zbiornika do palnika retortowego odbywa się za pomocą podajnika ślimakowego. Opał zostaje wypchnięty na ruszt paleniska poprzez umieszczony na środku rusztu tygiel. Paliwo przesuwane przez ślimak umieszczony w rurze podajnika rozsypuje się równomiernie w tyglu, następnie na ruszcie dopalającym, tworząc kopiec opału podzielony na strefy spalania. Powietrze potrzebne do procesu spalania dostarczane jest poprzez wentylator podmuchowy. Ilość obrotów ślimaka może być zmieniana poprzez sterownik mikroprocesorowy w zależności od zmian wydajności cieplnej kotła. Do ilości obrotów ślimaka jest potrzebna odpowiednia ilość powietrza. Opał, który wolnym ruchem wydostaje się z tygla przechodzi przez wszystkie fazy spalania, tj. suszenie i podgrzewanie opału, wydzielanie części lotnych, palenie się koksu, redukcja tlenu, wypalanie się węgla z żużlu. OPIS PRODUKTU Kolano podajnika jest jednym z elementów systemu nawęglania kotła. Łączy ono zbiornik na opał z palnikiem. Dzieki umieszczonemu w środku kolana ślimakowi opał podawany jest do komory spalania. Kolano ma charakterystyczną budowę i wchodzi w zestaw, który został opantentowany przez firme Pancerpol. Kolano to ma zastosowanie w podajnikach 50kW i jest przygotowane do podawania miału. Wykonane jest z żeliwa. Mocowane jest do korpusu podajnika - komory powietrznej za pomocą 4 śrub. Jest to produkt oryginalny w jaki firma Pancerpol wyposaża swoje układy nawęglania. Dzięki zastosowaniu elementów najwyższej jakości kolano jest bardzo wytrzymałe, estetycznie wykonane i gwarantuje długoletnią i bezawaryjna pracę. Z CZEGO WYKONANE SĄ KOLANA PODAJNIKA? Żeliwo – stop odlewniczy żelaza z węglem, krzemem, manganem, fosforem, siarką i innymi składnikami, zawierający od 2,11 do 4,3% węgla w postaci cementytu lub grafitu. Występowanie konkretnej fazy węgla zależy od szybkości chłodzenia i składu chemicznego stopu. Chłodzenie powolne sprzyja wydzielaniu się grafitu. Także i dodatki stopowe odgrywają tu pewną rolę. Według obowiązującej normy żeliwo definiuje się jako tworzywo, którego głównym składnikiem jest żelazo i w którym zawartość węgla przekracza 2% (obecność dużych zawartości składników węglikotwórczych może zmienić podaną zawartość węgla) Żeliwo charakteryzuje się niewielkim skurczem odlewniczym, łatwością wypełnienia form, niską temperaturą topnienia oraz niskim kosztem produkcji, a po zastygnięciu cechują się dużą obrabialnością co sprawia że żeliwo zalicza się do najpowszechniej stosowanych materiałów odlewniczych w budowie maszyn. ZASADA FUNKCJONOWANIA PODAJNIKA Automatyczny Zespół Podawania Paliwa, w którego skład wchodzą zbiornik na opał, wentylator oraz regulator mikroprocesorowy, tworzy system magazynowania, automatycznego podawania opału do palnika oraz prowadzi do jak najbardziej ekonomicznego procesu spalania w systemie ciągłym. Transport opału ze zbiornika do palnika retortowego odbywa się za pomocą podajnika ślimakowego. Opał zostaje wypchnięty na ruszt paleniska poprzez umieszczony na środku rusztu tygiel. Paliwo przesuwane przez ślimak umieszczony w rurze podajnika rozsypuje się równomiernie w tyglu, następnie na ruszcie dopalającym, tworząc kopiec opału podzielony na strefy spalania. Powietrze potrzebne do procesu spalania dostarczane jest poprzez wentylator podmuchowy. Ilość obrotów ślimaka może być zmieniana poprzez sterownik mikroprocesorowy w zależności od zmian wydajności cieplnej kotła. Do ilości obrotów ślimaka jest potrzebna odpowiednia ilość powietrza. Opał, który wolnym ruchem wydostaje się z tygla przechodzi przez wszystkie fazy spalania, tj. suszenie i podgrzewanie opału, wydzielanie części lotnych, palenie się koksu, redukcja tlenu, wypalanie się węgla z żużlu.

OPIS PRODUKTU Kolano podajnika jest jednym z elementów systemu nawęglania kotła. Łączy ono zbiornik na opał z palnikiem. Dzieki umieszczonemu w środku kolana ślimakowi opał podawany jest do komory spalania. Kolano ma charakterystyczną budowę i wchodzi w zestaw, który został opantentowany przez firme Pancerpol. Kolano to ma zastosowanie w podajnikach 75kW. Wykonane jest z żeliwa. Mocowane jest do korpusu podajnika - komory powietrznej za pomocą 4 śrub. Jest to produkt oryginalny w jaki firma Pancerpol wyposaża swoje układy nawęglania. Dzięki zastosowaniu elementów najwyższej jakości kolano jest bardzo wytrzymałe, estetycznie wykonane i gwarantuje długoletnią i bezawaryjna pracę. Z CZEGO WYKONANE SĄ KOLANA PODAJNIKA? Żeliwo – stop odlewniczy żelaza z węglem, krzemem, manganem, fosforem, siarką i innymi składnikami, zawierający od 2,11 do 4,3% węgla w postaci cementytu lub grafitu. Występowanie konkretnej fazy węgla zależy od szybkości chłodzenia i składu chemicznego stopu. Chłodzenie powolne sprzyja wydzielaniu się grafitu. Także i dodatki stopowe odgrywają tu pewną rolę. Według obowiązującej normy żeliwo definiuje się jako tworzywo, którego głównym składnikiem jest żelazo i w którym zawartość węgla przekracza 2% (obecność dużych zawartości składników węglikotwórczych może zmienić podaną zawartość węgla) Żeliwo charakteryzuje się niewielkim skurczem odlewniczym, łatwością wypełnienia form, niską temperaturą topnienia oraz niskim kosztem produkcji, a po zastygnięciu cechują się dużą obrabialnością co sprawia że żeliwo zalicza się do najpowszechniej stosowanych materiałów odlewniczych w budowie maszyn. ZASADA FUNKCJONOWANIA PODAJNIKA Automatyczny Zespół Podawania Paliwa, w którego skład wchodzą zbiornik na opał, wentylator oraz regulator mikroprocesorowy, tworzy system magazynowania, automatycznego podawania opału do palnika oraz prowadzi do jak najbardziej ekonomicznego procesu spalania w systemie ciągłym. Transport opału ze zbiornika do palnika retortowego odbywa się za pomocą podajnika ślimakowego. Opał zostaje wypchnięty na ruszt paleniska poprzez umieszczony na środku rusztu tygiel. Paliwo przesuwane przez ślimak umieszczony w rurze podajnika rozsypuje się równomiernie w tyglu, następnie na ruszcie dopalającym, tworząc kopiec opału podzielony na strefy spalania. Powietrze potrzebne do procesu spalania dostarczane jest poprzez wentylator podmuchowy. Ilość obrotów ślimaka może być zmieniana poprzez sterownik mikroprocesorowy w zależności od zmian wydajności cieplnej kotła. Do ilości obrotów ślimaka jest potrzebna odpowiednia ilość powietrza. Opał, który wolnym ruchem wydostaje się z tygla przechodzi przez wszystkie fazy spalania, tj. suszenie i podgrzewanie opału, wydzielanie części lotnych, palenie się koksu, redukcja tlenu, wypalanie się węgla z żużlu.

OPIS PRODUKTU Kolano podajnika jest jednym z elementów systemu nawęglania kotła. Łączy ono zbiornik na opał z palnikiem. Dzieki umieszczonemu w środku kolana ślimakowi opał podawany jest do komory spalania. Kolano ma charakterystyczną budowę i wchodzi w zestaw, który został opantentowany przez firme Pancerpol. Kolano to ma zastosowanie w podajnikach 100kW. Wykonane jest z żeliwa. Mocowane jest do korpusu podajnika - komory powietrznej za pomocą 4 śrub. Jest to produkt oryginalny w jaki firma Pancerpol wyposaża swoje układy nawęglania. Dzięki zastosowaniu elementów najwyższej jakości kolano jest bardzo wytrzymałe, estetycznie wykonane i gwarantuje długoletnią i bezawaryjna pracę. Z CZEGO WYKONANE SĄ KOLANA PODAJNIKA? Żeliwo – stop odlewniczy żelaza z węglem, krzemem, manganem, fosforem, siarką i innymi składnikami, zawierający od 2,11 do 4,3% węgla w postaci cementytu lub grafitu. Występowanie konkretnej fazy węgla zależy od szybkości chłodzenia i składu chemicznego stopu. Chłodzenie powolne sprzyja wydzielaniu się grafitu. Także i dodatki stopowe odgrywają tu pewną rolę. Według obowiązującej normy żeliwo definiuje się jako tworzywo, którego głównym składnikiem jest żelazo i w którym zawartość węgla przekracza 2% (obecność dużych zawartości składników węglikotwórczych może zmienić podaną zawartość węgla) Żeliwo charakteryzuje się niewielkim skurczem odlewniczym, łatwością wypełnienia form, niską temperaturą topnienia oraz niskim kosztem produkcji, a po zastygnięciu cechują się dużą obrabialnością co sprawia że żeliwo zalicza się do najpowszechniej stosowanych materiałów odlewniczych w budowie maszyn. ZASADA FUNKCJONOWANIA PODAJNIKA Automatyczny Zespół Podawania Paliwa, w którego skład wchodzą zbiornik na opał, wentylator oraz regulator mikroprocesorowy, tworzy system magazynowania, automatycznego podawania opału do palnika oraz prowadzi do jak najbardziej ekonomicznego procesu spalania w systemie ciągłym. Transport opału ze zbiornika do palnika retortowego odbywa się za pomocą podajnika ślimakowego. Opał zostaje wypchnięty na ruszt paleniska poprzez umieszczony na środku rusztu tygiel. Paliwo przesuwane przez ślimak umieszczony w rurze podajnika rozsypuje się równomiernie w tyglu, następnie na ruszcie dopalającym, tworząc kopiec opału podzielony na strefy spalania. Powietrze potrzebne do procesu spalania dostarczane jest poprzez wentylator podmuchowy. Ilość obrotów ślimaka może być zmieniana poprzez sterownik mikroprocesorowy w zależności od zmian wydajności cieplnej kotła. Do ilości obrotów ślimaka jest potrzebna odpowiednia ilość powietrza. Opał, który wolnym ruchem wydostaje się z tygla przechodzi przez wszystkie fazy spalania, tj. suszenie i podgrzewanie opału, wydzielanie części lotnych, palenie się koksu, redukcja tlenu, wypalanie się węgla z żużlu.

OPIS PODSTAWOWY Komora powietrzna do podajnika Pancerpol. Przeznaczona jest do podajników, które mają zastosowanie w piecach o mocy 15kW. Można ją także stosować w podajnikach innych firm, ponieważ mają bardzo zbliżone rozmiary. Osobno należy dokupić dekiel czyli pokrywę komory, którą znajdziecie Państwo w akcesoriach danego produktu. Komora powietrzna wchodzi w skład budowy podajnika. Jest jego integralną częścią. Komora umieszczona jest pod paleniskiem. ZASADA BUDOWY PODAJNIKA Podajnik posiada stalowy korpus oraz stalowy ślimak wyposażony w końcówkę w formie zagiętego pazura ułatwiającą wygarnianie paliwa z zagiętej części kolana. Rozwiązanie to jest chronione patentem nr 201027. Ponad to podajnik wyposażony jest w wianek zębaty oraz palenisko wykonane z żeliwa ogniotrwałego gwarantującego długotrwałą i bezawaryjną pracę. Palenisko umieszczone jest w komorze powietrznej podajnika. Komora łączy się z systemem nawęglania za pomocą rury podajnika. Całość wieńczy motoreduktor, dzięki któremu paliwo podawane jest do paleniska. Podajnik może przenosić paliwo takie jak węgiel kamienny asortymentu groszek o granulacji 5 - 25 mm. Podajniki z serii standard, DUO oraz TRIO charakteryzują się niskimi kosztami serwisu i utrzymania. Są przyjazne środowisku łatwe w obsłudze i konserwacji. KORZYŚCI PŁYNĄCE Z ZASTOSOWANIA PODAJNIKA Cały system nawęglania kotła jest w pełni zautomatyzowany. Dzięki temu ingerencja człowieka zmniejszona zostaje do niezbędnego minimum. Dzięki podajnikowi opał systematycznie podawany jest do paleniska dzięki czemu spala się równomiernie i ekonomicznie. Cały system jest bardzo bezpieczny i komfortowy. Wszystkie rozwiązania wykorzystane podczas budowy podajnika chronione są patentem, są innowacyjne i nowoczesne. Dzięki automatycznemu systemowi nawęglania oszczędzamy czas, wysiłek fizyczny i oczywiście zmniejszamy koszty eksploatacji. Wymiary: Długość całkowita: 300 mm średnica komory: 166 mm Wysokość komory: 183 mm Wysokość płyty przyłączeniowej: 240 mm Szerokość płyty przyłączeniowej: 240 mm

OPIS PODSTAWOWY Komora powietrzna do podajnika Pancerpol. Przeznaczona jest do podajników, które mają zastosowanie w piecach o mocy 17kW. Można ją także stosować w podajnikach innych firm, ponieważ mają bardzo zbliżone rozmiary. Osobno należy dokupić dekiel czyli pokrywe komory, którą znajdziecie Państwo w akcesoriach danego produktu. Komora powietrzna wchodzi w skład budowy podajnika. Jest jego integralną częścią. Komora umieszczona jest pod paleniskiem. ZASADA BUDOWY PODAJNIKA Podajnik posiada stalowy korpus oraz stalowy ślimak wyposażony w końcówkę w formie zagiętego pazura ułatwiającą wygarnianie paliwa z zagiętej części kolana. Rozwiązanie to jest chronione patentem nr 201027. Ponad to podajnik wyposażony jest w wianek zębaty oraz palenisko wykonane z żeliwa ogniotrwałego gwarantującego długotrwałą i bezawaryjną pracę. Palenisko umieszczone jest w komorze powietrznej podajnika. Komora łaczy się z systemem nawęglania za pomoca rury podajnika. Całość wieńczy motoreduktor, dzięki któremu paliwo podawane jest do paleniska. Podajnik może przenosic paliwo takie jak węgiel kamienny asortymentu groszek o granulacji 5 - 25 mm. Podajniki z serii standard, DUO oraz TRIO charakteryzują się niskimi kosztami serwisu i utrzymania. Są przyjazne środowisku łatwe w obsłudze i konserwacji. KORZYŚCI PŁYNĄCE Z ZASTOSOWANIA PODAJNIKA Cały system nawęglania kotła jest w pełni zautomatyzowany. Dzięki temu ingerencja człowieka zmniejszona zostaje do niezbędnego minimum. Dzieki podajnikowi opał systematycznie podawany jest do paleniska dzięki czemu spala sie równomiernie i ekonomicznie. Cały system jest bardzo bezpieczny i komfortowy. Wszystkie rozwiązania wykorzystane podczas budowy podajnika chronione są patentem, są innowacyjne i nowoczesne. Dzięki automatycznemu systemowi nawęglania oszczędzamy czas, wysiłek fizyczny i oczywiście zmniejszamy koszty aksploatacji.

OPIS PODSTAWOWYKomora powietrzna do podajnika Pancerpol. Przeznaczona jest do podajników, które mają zastosowanie w piecach o mocy 25kW. Można ją także stosować w podajnikach innych firm, ponieważ mają bardzo zbliżone rozmiary. Osobno należy dokupić dekiel czyli pokrywe komory, którą znajdziecie Państwo w akcesoriach danego produktu. Komora powietrzna wchodzi w skład budowy podajnika. Jest jego integralną częścią. Komora umieszczona jest pod paleniskiem. ZASADA BUDOWY PODAJNIKAPodajnik posiada stalowy korpus oraz stalowy ślimak wyposażony w końcówkę w formie zagiętego pazura ułatwiającą wygarnianie paliwa z zagiętej części kolana. Rozwiązanie to jest chronione patentem nr 201027. Ponad to podajnik wyposażony jest w wianek zębaty oraz palenisko wykonane z żeliwa ogniotrwałego gwarantującego długotrwałą i bezawaryjną pracę. Palenisko umieszczone jest w komorze powietrznej podajnika. Komora łaczy się z systemem nawęglania za pomoca rury podajnika. Całość wieńczy motoreduktor, dzięki któremu paliwo podawane jest do paleniska. Podajnik może przenosic paliwo takie jak węgiel kamienny asortymentu groszek o granulacji 5 - 25 mm. Podajniki z serii standard, DUO oraz TRIO charakteryzują się niskimi kosztami serwisu i utrzymania. Są przyjazne środowisku łatwe w obsłudze i konserwacji. KORZYŚCI PŁYNĄCE Z ZASTOSOWANIA PODAJNIKACały system nawęglania kotła jest w pełni zautomatyzowany. Dzięki temu ingerencja człowieka zmniejszona zostaje do niezbędnego minimum. Dzieki podajnikowi opał systematycznie podawany jest do paleniska dzięki czemu spala sie równomiernie i ekonomicznie. Cały system jest bardzo bezpieczny i komfortowy. Wszystkie rozwiązania wykorzystane podczas budowy podajnika chronione są patentem, są innowacyjne i nowoczesne. Dzięki automatycznemu systemowi nawęglania oszczędzamy czas, wysiłek fizyczny i oczywiście zmniejszamy koszty aksploatacji. WYMIARY KOMORY- średnica - 21 cm- wysokość - 24 cm- odległość od kołnierza montażowego do środka komory - 24 cm

OPIS PODSTAWOWY Komora powietrzna do podajnika Pancerpol. Przeznaczona jest do podajników, które mają zastosowanie w piecach o mocy 25kW. Można ją także stosować w podajnikach innych firm, ponieważ mają bardzo zbliżone rozmiary. Osobno należy dokupić dekiel czyli pokrywe komory, którą znajdziecie Państwo w akcesoriach danego produktu. Komora powietrzna wchodzi w skład budowy podajnika. Jest jego integralną częścią. Komora umieszczona jest pod paleniskiem. ZASADA BUDOWY PODAJNIKA Podajnik posiada stalowy korpus oraz stalowy ślimak wyposażony w końcówkę w formie zagiętego pazura ułatwiającą wygarnianie paliwa z zagiętej części kolana. Rozwiązanie to jest chronione patentem nr 201027. Ponad to podajnik wyposażony jest w wianek zębaty oraz palenisko wykonane z żeliwa ogniotrwałego gwarantującego długotrwałą i bezawaryjną pracę. Palenisko umieszczone jest w komorze powietrznej podajnika. Komora łaczy się z systemem nawęglania za pomoca rury podajnika. Całość wieńczy motoreduktor, dzięki któremu paliwo podawane jest do paleniska. Podajnik może przenosic paliwo takie jak węgiel kamienny asortymentu groszek o granulacji 5 - 25 mm. Podajniki z serii standard, DUO oraz TRIO charakteryzują się niskimi kosztami serwisu i utrzymania. Są przyjazne środowisku łatwe w obsłudze i konserwacji. KORZYŚCI PŁYNĄCE Z ZASTOSOWANIA PODAJNIKA Cały system nawęglania kotła jest w pełni zautomatyzowany. Dzięki temu ingerencja człowieka zmniejszona zostaje do niezbędnego minimum. Dzieki podajnikowi opał systematycznie podawany jest do paleniska dzięki czemu spala sie równomiernie i ekonomicznie. Cały system jest bardzo bezpieczny i komfortowy. Wszystkie rozwiązania wykorzystane podczas budowy podajnika chronione są patentem, są innowacyjne i nowoczesne. Dzięki automatycznemu systemowi nawęglania oszczędzamy czas, wysiłek fizyczny i oczywiście zmniejszamy koszty aksploatacji.
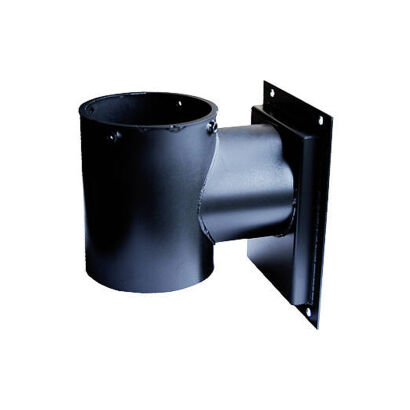
OPIS PODSTAWOWYKomora powietrzna do podajnika Pancerpol. Przeznaczona jest do podajników, które mają zastosowanie w piecach o mocy 50kW. Można ją także stosować w podajnikach innych firm, ponieważ mają bardzo zbliżone rozmiary. Osobno należy dokupić dekiel czyli pokrywe komory, którą znajdziecie Państwo w akcesoriach danego produktu. Komora powietrzna wchodzi w skład budowy podajnika. Jest jego integralną częścią. Komora umieszczona jest pod paleniskiem. ZASADA BUDOWY PODAJNIKAPodajnik posiada stalowy korpus oraz stalowy ślimak wyposażony w końcówkę w formie zagiętego pazura ułatwiającą wygarnianie paliwa z zagiętej części kolana. Rozwiązanie to jest chronione patentem nr 201027. Ponad to podajnik wyposażony jest w wianek zębaty oraz palenisko wykonane z żeliwa ogniotrwałego gwarantującego długotrwałą i bezawaryjną pracę. Palenisko umieszczone jest w komorze powietrznej podajnika. Komora łaczy się z systemem nawęglania za pomoca rury podajnika. Całość wieńczy motoreduktor, dzięki któremu paliwo podawane jest do paleniska. Podajnik może przenosic paliwo takie jak węgiel kamienny asortymentu groszek o granulacji 5 - 25 mm. Podajniki z serii standard, DUO oraz TRIO charakteryzują się niskimi kosztami serwisu i utrzymania. Są przyjazne środowisku łatwe w obsłudze i konserwacji. KORZYŚCI PŁYNĄCE Z ZASTOSOWANIA PODAJNIKACały system nawęglania kotła jest w pełni zautomatyzowany. Dzięki temu ingerencja człowieka zmniejszona zostaje do niezbędnego minimum. Dzieki podajnikowi opał systematycznie podawany jest do paleniska dzięki czemu spala sie równomiernie i ekonomicznie. Cały system jest bardzo bezpieczny i komfortowy. Wszystkie rozwiązania wykorzystane podczas budowy podajnika chronione są patentem, są innowacyjne i nowoczesne. Dzięki automatycznemu systemowi nawęglania oszczędzamy czas, wysiłek fizyczny i oczywiście zmniejszamy koszty aksploatacji. WYMIARY KOMORY- średnica - 27 cm- wysokość - 26,5 cm- odległość od kołnierza montażowego do środka komory - 27 cm
 Польська
Польська
 Англійська
Англійська
 Czeska
Czeska
 Niemiecka
Niemiecka
 Słowacka
Słowacka